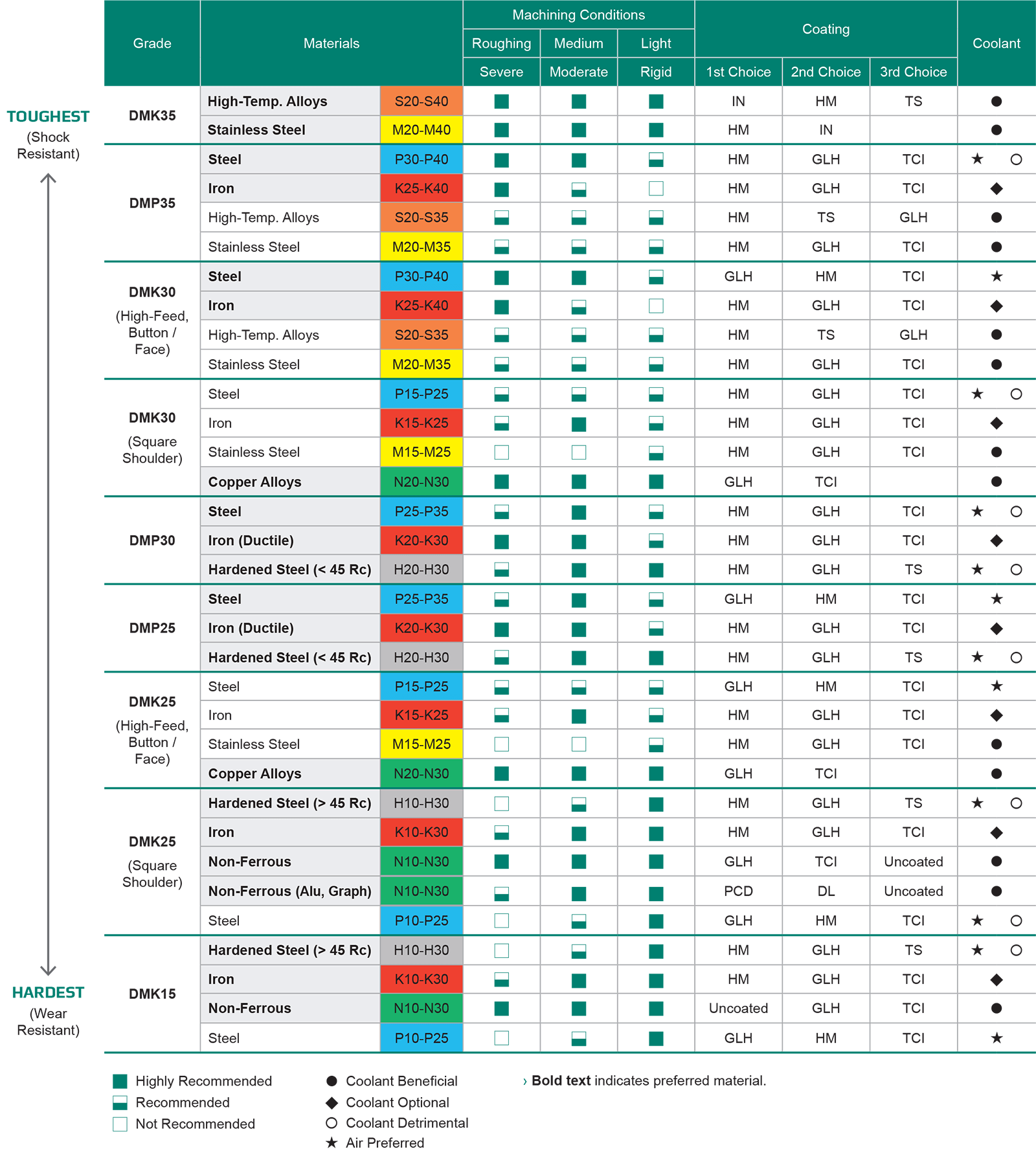
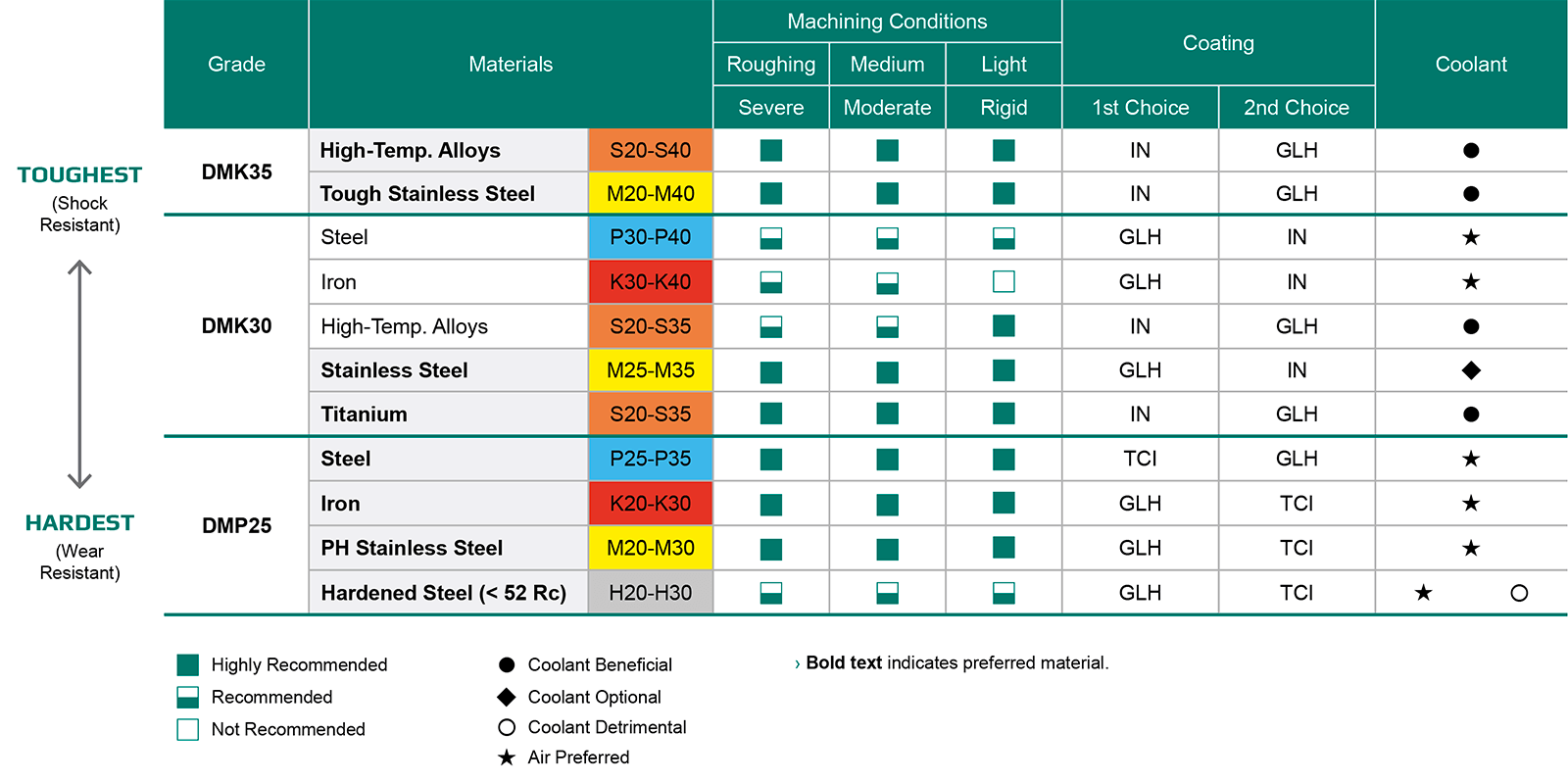
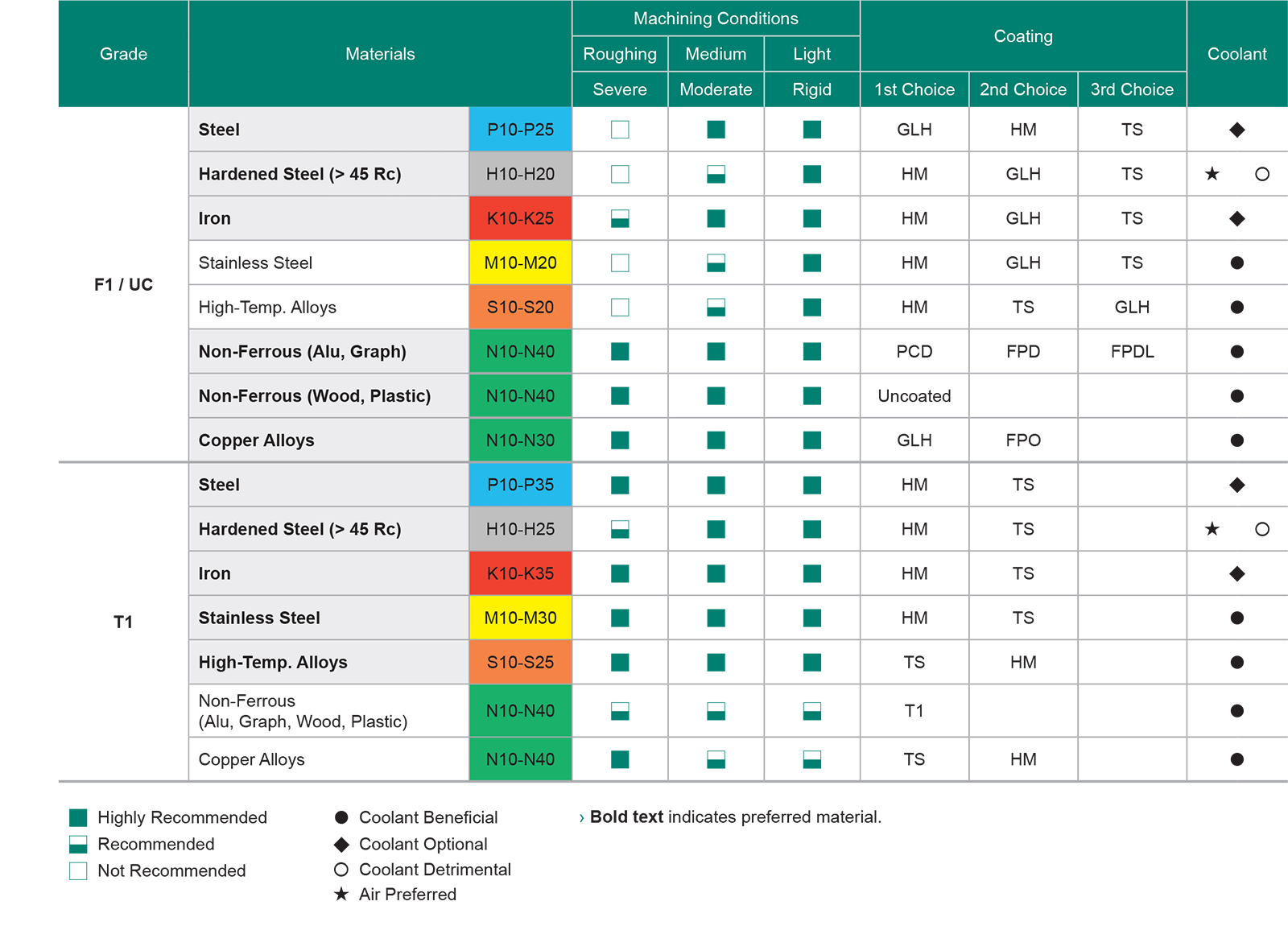
Milling Insert Grade & Coating Selection
High-Feed, Square Shoulder, & Button / Face Inserts
Need help with insert selection?
We're here to help you choose the correct tooling, inserts and operating parameters to maximize your efficiency and productivity.